



深入了解 弯管实力大厂家产品,一部视频就够了,快来观看!
以下是: 弯管实力大厂家的图文介绍
数十年来,航萧管件(宾阳县分公司)始终引导 O型弯管制造品质,并持续沉淀,创立数字化,自动化,模具化的工艺标准,各主要 O型弯管部件已实现专业化、 规模化生产,绝大多数 O型弯管产品可以满足客户短时间交货的需要。


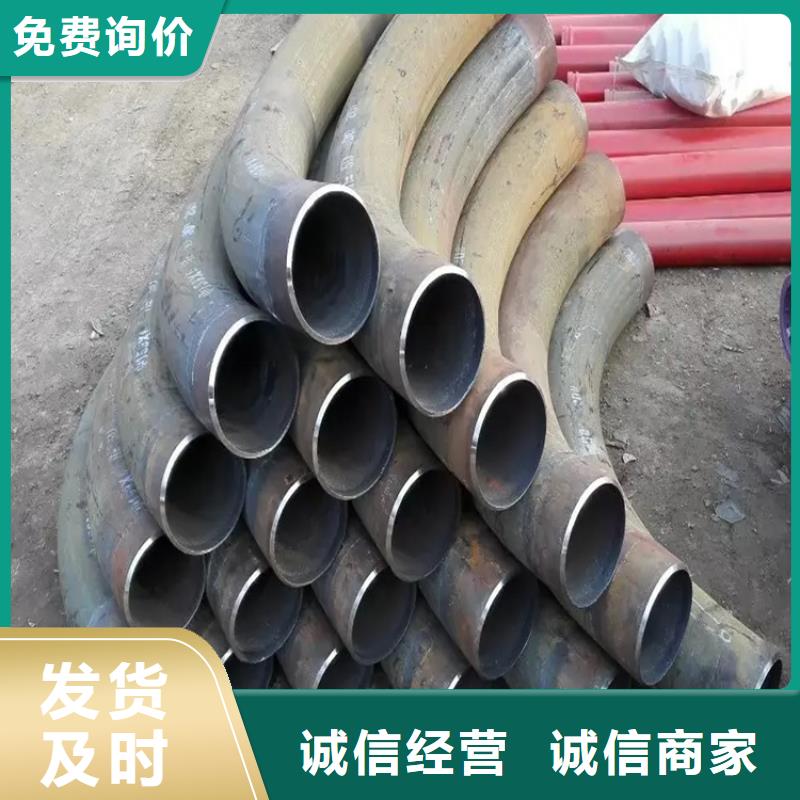
你是否知道弯管的这个知识,弯管是改变管道方向的管件,在管道交叉,转弯和绕梁等地方都可以看到弯管,煨制弯管具有柔韧性好,耐高压,低阻力的优点。因此,它经常在建筑中使用。 弯管的主要形式是:各种角度的弯管,U形管,来回弯(或称乙字弯)和弧形弯管等,弯管是具有任意弯曲角度的管件,在弯管时使用。弯管的弯曲半径用R表示,当R越大,管道的弯曲部分越大,弯曲越平滑;当R较小时,管的弯曲部分较小,并且弯曲较锐利。 来回弯的管子的弯曲末端的中心线之间的距离称为来回弯曲的高度,用字母h表示,来回弯是具有两个弯曲角度(通常为135°)的管件。 U形管是一种半圆形的管件。管两端的中心线之间的距离d等于弯曲半径R的两倍,U形管可以代替两个90°弯头,通常用于连接两个圆形的翼形散热器。 弧形弯管是具有三个弯曲角度的管件,侧面角度为135°,中间角度通常为90°。弧形弯管用于绕过其他管道,而弧形弯管通常用于对带有冷热水供应的卫生设备进行管道输送。 弯管的尺寸由管径,弯曲角度和弯曲半径决定,根据图纸和施工现场的实际情况确定弯曲角度,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求,样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应根据管道直径,设计要求和相关规定确定,它既不应该太大也不应该太小。由于弯曲半径太大,不仅要使用大量的材料,而且在管道的弯曲部分也要占用较大的面积,这会给管道的组装造成困难。如果选择的弯曲半径太小,则由于过度伸长而使弯管后面的管壁变薄,其强度降低,并且弯管的内管壁被压缩,形成褶皱状态。因此,一般规定,焊接弯管的弯曲半径应不小于管外径的1.5倍;冲压弯管的弯曲半径不应小于管道的外径;冷煨弯管的弯曲半径应不小于管外径的4倍;热煨弯管的弯曲半径应不小于管外径的3.5倍。 弯管时,一般规定管子弯曲后,管壁减薄率不得超过15%,这样的目的是为了使管子弯曲后不对原有的工作性能有过大改变。



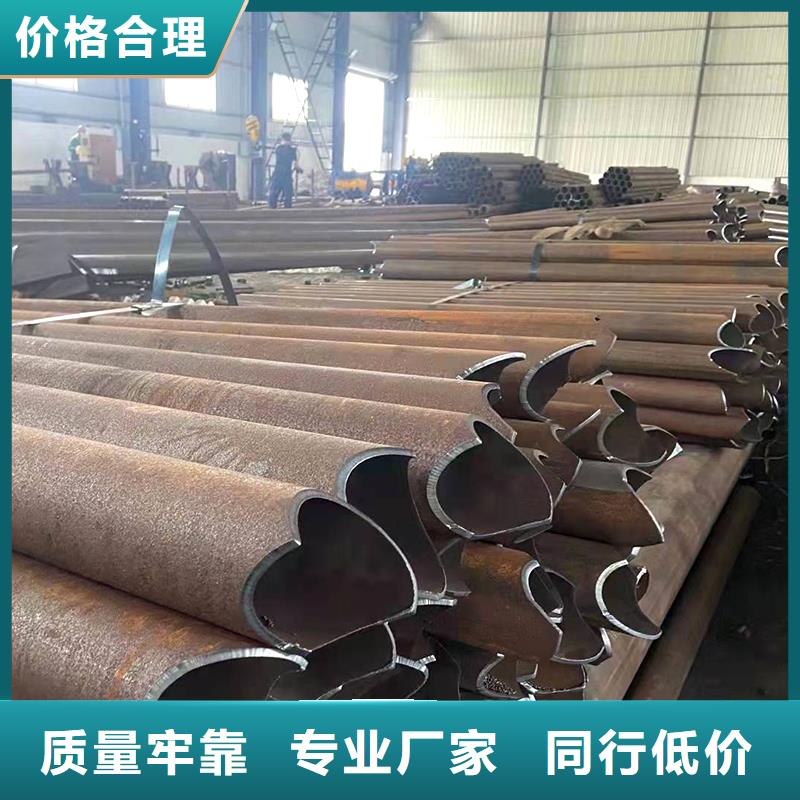
四种常用弯管方法介绍: 在日常生活中,在工作中。会遇到直管拉和弯曲成各种形状供使用。弯管是由一套完整的弯曲模具弯曲。无论是什么样的机械设备,大多用于弯管,主要用于输油、输气、输液器等,在飞机及其发动机中起着更为重要的作用。在如此重要的用途中,我们对弯管的加工方法了解多少?下面小编将告诉您五种常用的弯管处理方法。 1.冲孔方法:将管端扩展到所需的尺寸和形状,在冲头上带有锥形芯。 第二,弯曲成形法:常用的方法有三种:一种是拉伸法,另一种是冲压法,第三种是滚子法,有3-4辊,2台固定辊,1台调节辊,调节固定辊距,成品管件弯曲。 2.胀形方法:一种是将橡胶置于管子内,上部用冲头挤压使管子凸出;另一种是液压胀形成性,使管道中间充满液体,液体压力使弯管膨胀成所需形状,大部分波纹管是用这种方法生产的。 3.锻造方法:管端或部分由模锻机拉出,以减小管件外径,常用锻压机械为旋转、连杆、滚轮式。滚轮式:将芯置于管内,外推滚筒,用于圆边的加工。 4.轧制方法:一般无芯棒,适用于厚壁管内缘。 首先:根据煨制工艺主要有热煨弯管和冷煨弯管两种。 1.热煨弯管 热煨弯管又称中频弯管,其生产工艺属于热膨胀范围。 热煨弯管的制造: 切割材料后,直管放置在钢管弯曲部分的感应环上,管头被机械旋转臂卡住,中频电流用来加热感应环中的钢管。当钢管温度上升到塑性状态时,钢管在钢管后端的机械推力推动弯曲,弯管部分用冷却剂快速冷却,使弯管在加热、推挤、弯曲和冷却的同时不断弯曲。 热煨弯管主要用于圆形钢结构、隧道支护、屋面弯曲梁、地铁工程、铝门窗、天花板、包装筒内骨架、阳台扶手、淋浴门、生产线轨道、健身设备等行业。 2.冷煨弯管 生产冷煨弯管: 冷煨弯管是一种在室温下不加热或不改变材料结构的弯曲方式。 第二:弯曲的使用 1.在各种弯管中,不可避免地使用各种弯管,如船舶管道、汽车油管等各种管路。而圆弧弯管相对于其它类型的弯管有许多优势,首先,各种物料在圆弧弯管处流动平稳,对管壁冲击力小且均匀;其次,圆弧弯管本身应力集中小,强大高,抗冲击力大; 2.随着现代钢家具、办公椅、沙滩椅、行李车、购物车、儿童手推车、婴儿床、计算机桌等的兴起,几条金属管构成了几条明亮的线条,实用、方便、可靠; 3.空调制冷管主要有弯管、小U形管、回弯管等; 4.浴室行业现在有越来越多的弯道,水龙头、毛巾架和S形附件。 5.摩托车、汽车、电动车辆、自行车及其他交通工具、车把、保险杠、车架等; 6.健身器材、照明、建筑机械等行业。



弯管在传统生产工艺中为了得到更好的质量,在使用过程中会采用一些方法来提高产品质量,弯曲过程中可以直接使用高强度模具。目前弯管的使用在不断扩大,产品在使用过程中会直接产生其良好的性能运行,如果使用该产品,应该用酸洗液清洗,因为酸洗液具有腐蚀性,如果不慎接触皮肤,需要立即用流动清水清洗。 弯管加工过程中多余的废液需要立即处理,然后妥善排放。酸洗液在储存过程中需要放置在阴凉通风的地方,整个产品只适合工业使用,产品用毛笔和布蘸上酸洗液,然后试擦于需要处理的表面。 弯管仅适用于使用过程中的工业用途,用刷子取出酸洗液,擦拭焊缝和待处理表面,试擦20分钟后再刷,产品中的氧化皮和较低的空气温度可以适当延长其处理时间,不锈钢弯管在使用过程中,斑点或横向开裂现象主要是由材料基体中的夹杂物引起的。因此在生产过程中可以有效提高其材料的纯度,如果弯管存放时间较长,必须定期保存和检查,使用时应保持清洁,并及时污渍,存放地点应通风,不得堆放或放置在室外,弯管应始终保持其干燥和通风。使用时要按照其准确的储存方法储存并需要保持清洁以及整洁,安装时可以根据其连接方式直接安装在管道上。 弯管安装时应位于正确的位置,但一般情况下,可以随意安装在管道的位置,但在操作过程中,应方便简单,弯管的弯头应水平安装,并注意其密封性能,不得泄漏,如果有泄漏,会影响管道的运行,另外,弯截止阀、闸阀、球阀不是全关就是全开,不允许调节流量,会影响管道的密封性,加速磨损。

